| CNC旋盤 | オークマ LB15ⅡCADET オークマ LB-400 |
|---|---|
| CNC複合旋盤 | オークマ LU3000EX オークマ MULTUS U3000 |
| マシニングセンター | 森精機 MV-40B(4軸) |
| CNC円筒研磨 | シギヤ精機 GPS-30 |
| CNC汎用旋盤 | 大日金属 DL-530 |
| 3次元測定器 | キーエンス XM1500 |
| ボール盤 | 吉田鉄工(他) 3台 |
| 刻印機 | 近常精機(PC使用) KA-1011A 1台 |
| コンプレッサー | コベルコ CM11B-6 2台 |
| ショツトブラスト | 不二製造所 1台 |
| ノコ盤 | アマダ |
| 硬度計 | ロックウエル、ショア |
| フォークリフト | トヨタ 1.5トン |
| 工場エアコン | ヒタチ 6台 |
| その他 |
汎用旋盤他 2台 / 工具研磨機 2台 / バフグラインダー / 磨き用機械(自社製)数台 / 磨き用機器 多数 / 天井走行クレーン 2.8トン / その他多数あり |




射出成形は大きく分けると二つの部分から構成されます。
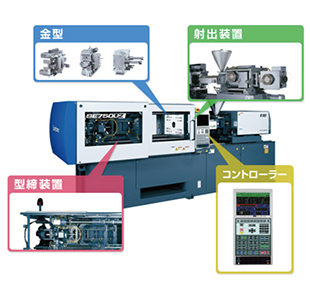
この射出装置は簡単に言うとプラスチックの注射器です。
この型締め装置は金型を締め付けることによって溶けたプラスチックを冷却し、固まった製品を取り出す役割を担っています。
基本的に射出成形はこの二つの部分で成り立っている成形方法なのです。
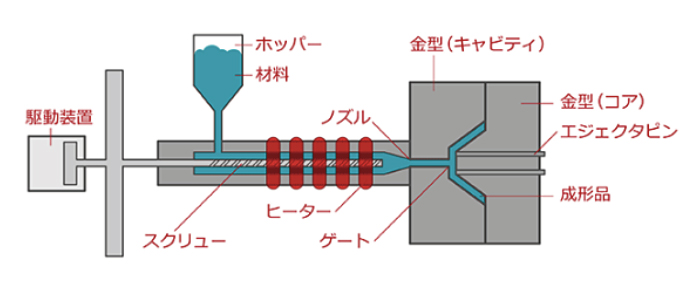
プラスチックを溶かして金型に流し込む注射器の役割をする射出装置は、プラスチックを溶かして押し込む役割と、溜めておくという役割を担っています。プラスチックを溶かす方法はスクリュー方式がとられていて、スクリューが時計まわりで回転することによって、プラスチック材料が前方に送り込まれ溶かされる仕組みとなっているのです。
そして、溶かされ前方に送り出されたプラスチックはそのままポンプのように金型に押し込まれますが、この射出装置の優れている点は、溶けたプラスチックが逆流しない機能を持っている点にあリます。
逆流を防止する働きを助けているのは、「フタ逆流防止弁」で、1回1回金型に樹脂が送り込まれるたびに閉じるようになっていて、逆流することなくスムーズに生産ができるのです。射出装置はこの連続運動によってプラスチックを一定の溶けた状態で保ちつつ、量産することを可能にするポンプの機能を持っているのです。
射出装置で溶かされたプラスチックを金型に入れ、冷却して固めるという一見すると単純に見える型締め装置ですが、射出装置から押し出され、金型に注ぎ込まれるときにかかる圧力の数値はなんと1㎠あたり200kgから500kgに達すると言われており、金型にはその高圧力に耐えられるだけの設計が必要なのです。
この圧力は金型の内部にかかる圧力であって、型締め装置自体にかかる圧力はその約10倍に相当する1㎠辺り2000kgになるのです。
つまり、金型にプラスチックが流し込まれると、すさまじい圧力で金型が押され、閉じた金型を開こうとしてくるのです。
そのため、金型の設計と製造には高い精密さと高圧力に耐えられるだけの構造が求められるのです。
また射出成形でつくることができるプラスチック製品の大きさは非常に幅があり、大きなものでは自動車のバンパーなども作ることができます。ちなみにバンパーほどの大きさのプラスチックパーツを射出成形で作る場合、型締め機にかかる圧力は約3000トンほどにも達するため、非常に大型な装置が必要になるのです。
上記で述べたように金型にかかる圧力計算においても1mm単位まで注意しなければならない上に、それ以外にも金型を製造する際注意しなければならない重要なポイントがあるのです。それが温度変化によるプラスチックの収縮率の計算です。
射出成形は高温の溶けたプラスチックを金型内に押し込み、金型内で冷やして固めるのですが、プラスチックは温度が低下することにより収縮するという性質をもっています。そのため生産されたプラスチック製品は実際の金型の寸法よりは少し小さくなるのです。金型はこの収縮率をあらかじめ計算して作られなければなりません。
ちなみにこの収縮率の割合はプラスチックの材料や、成形時の条件などによっても異なるため、コントロールするには熟練した技が必要。
この収縮率を見誤ると、実際に必要なサイズとは異なる物が作られてしまい大変なことに…
例えばそのパーツがある商品の一部であれば、想定よりもサイズが小さい場合、全く役に立たなくなってしまう場合もあります。
